

Zavarivanje - vrste zavarivanja i najčešći rizici od povreda
Zavarivanje je proces spajanja dva ili više metala istog ili približno istog hemijskog sastava. Spajanjem se dobija nerazdvojiva veza, a izvodi se pod dejstvom toplote, uz dodavanje (u nekim slučajevima i bez dodavanja) dodatnog materijala. Iako u okviru zavarivanja postoji preko 70 različitih metoda zavarivanja, uglavnom se kao osnovne izdvajaju 4 metode zavarivanja: MIG/MAG, TIG, REL i AUTOGENO zavarivanje.
MIG/MAG postupak zavarivanja
Naziv MIG/MAG dolazi od engleskih izraza METAL INERT GAS (MIG), odnosno METAL ACTIVE GAS (MAG). Ovi izrazi u sebi sadrže i opis postupka, dok se kod MIG postupka zavarivanje ostvaruje pod zaštitom inertnog gasa, kod MAG zavarivanja aktivni gas učestvuje u zavarivanju. Kod MIG zavarivanja koriste se inertni gasovi poput argona, helijuma ili njihovih mešavina. Kod MAG zavarivanja koriste se aktivni gasovi, načešće CO2 i njegove mešavine sa drugim gasovima - zbog ovoga se ovaj tip zavarivanja ponekada naziva i CO2 zavarivanje. Najčešće primene MIG/MAG zavarivanja su kod zavarivanja obojenih metala, zavarivanja tankih limova, visokolegiranih čelika i ostalih metala koji se vezuju sa kiseonikom. Ova metoda zavarivanja je veoma brza, primenljiva na sve vrste materijala, u svim položajima. Ovu metodu je moguće automatizovati, odnosno robotizovati.
TIG postupak zavarivanja
Naziv TIG zavarivanje dolazi od engleskog izraza TUNGSTEN INETRT GAS. U TIG posupku zavarivanja, elektroda od volframa se ne topi već usmerava intenzivan električni luk na metal koji želimo zavariti. Na ovaj način moguće je spojiti osnovni metal bez dovođenja dodatnog materijala. Ova metoda je je veoma precizna i visokokvalitetna. Razvijena je za potrebe zavarivanja magnezijuma i legura magnezijuma, ali se danas koristi za zavarivanje širokog spektra metala. Zaštitni gasovi koji se koriste za TIG zavarivanje su argon i helijum, pa se zbog toga ova metoda naziva i argonsko zavaivanje. Ovaj tip zavarivanja je relativno spor, ograničen na tanke materijale i veoma skup (zbog opreme, gasa i volframa).
REL postupak zavarivanja
REL skraćenica označava izraz za ručno elektrolučno zavarivanje. U inostranstvu se koriste skraćenice MMA (Manual Metal Arc Welding) i SMAW (Shielded Metal Arc Welding). U REL postupku zavarivač ručno uspostavlja električni luk između elektrode i radnog komada metala. Primenljiv je na sve vrste metala. REL je veoma rasprostranjen postupak zavarivanja i jednostavan za rukovanje. Reč je o pristupačnoj metodi sa jeftinom opremom, sa širokim izborom elektroda za različite primene. Koristi se za sve konstrukcijske čelike, svih debljina. Nedostatak ove metode je manji kvalitet vara zbog ručnog izvođenja postupka i mogućih grešaka kod uspostavljanja i prekida elektičnog luka. 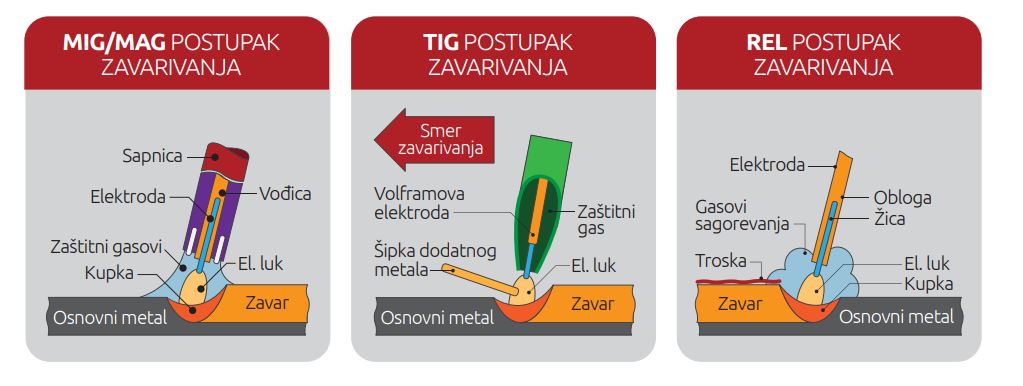
AUTOGENO zavarivanje
Autogeno, odnosno plinsko (gasno) zavarivanje, je metoda kod koje se toplotna energija za zavarivanje dobija sagorevanjem gasa. Visoka temperatura koja se postiže sagorevanjem gasa zagreva ivice metala koji želimo zavariti i po porebi dodatnog materijala. Gasovi koji se koriste za ovaj tip zavarivanja su najčešće acetilen, propan, butan, metan… Kiseonik i odabani gas se mešaju i razvija se veoma visoka temperatura (mešavinom acetilena i kiseonika razvija se temperatura i do 3.100 °C. Ovaj tip zavarivanja se koristi za zavrivanje čelika, bakra, aluminijuma i njihovih legura. Reč je o veoma jednostavnom procesu zavarivanja uz male troškove, ali uz spornu brzinu procesa i veliku opasnost od zapaljivih gasova.
Osnovni rizici od povreda tokom zavarivanja
Retka su zanimanja gde su radnici tokom obavljanja svog rada izloženi tako složenim i raznovrsnim ffizičkim i hemijskim opasnostima kao što je zanimanje zavarivača. Zato je tim opsanostima i merama zaštite potrebno posvetiti posebnu pažnju.
OTROVNE PARE I GASOVI
Budući da zavarivanje podrazumeva topljenje metala, isparenja u vidu gasova i para do kojih dolazi u tom procesu, predstavljaju veliki rizik po zdravlje radnika. Najopasnije pare dolaze od hroma i mangana. Pored njih, zavarivači su izloženi otrovnim isparenjima ugljen monoksida, aluminijuma, arsena, azota. Šteta nastala izlaganjem ovim isparenjima varira zavisno od njihove vrste i dužine izloženosti i kreće se od iritiranog grla ili očiju do upale pluća, karcinoma, pa čak i Parkinsonove bolesti i drugih oboljenja nervnog sistema. Mere zaštite, kada je ovaj rizik u pitanju, predstavlja adekvatna ventilacija u prostorijama gde se zavaruje, kao i upotreba lične zaštitne opreme u vidu automatskih maski za zavarivače.
VATRA (OPEKOTINE)
Zavarivanje izlaže radnike jakoj vrućini - često hiljadama stepeni - čineći ozlede od opekotina uobičajenim. Takođe, zavarivanje stvara iskre koje se mogu prskati i preko 30 metara od izvora, pa je vatra je istinska briga. Upravo zato postoji širok spektar lične zaštitne opreme za zavarivače namenjen za zaštitu od varnica i visokih temperatura. Kao prve, to su svakako varilačke rukavice i maske, zaštim kecelje, narukavi, kamašne, jakne, pantalone. Lična zaštitna oprema za zavarivače ne treba da ima džepove i otvore gde bi varnica mogla da upadne. Takođe, obuća za zavarivače treba da ima zaštitu prednjeg dela cipele kako varnica ne bi dospela u cipelu. Uz specijalnu zavarivačku opremu, savetuje se i nošenje vatrootpornih (FR) odela, koja su i toplootporna i antistatična.
RADIJACIJA
Opekotine može izazvati i toplotna radijacija (zračenje) ili elektromagnetna energija koja dopire do kože. Jedan oblik zračenja je i UV zračenje, koje je posebno opasno za oči zavarivača. Simptomi izloženosti UV zračenju tokom zavarivanja mogu se manifestovati kao blagi pritisak do intenzivne boli u očima, krvavih očiiju, iritacije očiju (osjećaj poput peska u oku) i osjetljivost na svetlost. Svaki zavarivač zato koristi zavarivačke maske i naočare sa odgovarajućim nivoom zatamnjenja (DIN), UV zaštitom i bočnom zaštitom od UV zraka. Savetuje se nošenje zavarivačkih naočara i ispod maski za zavarivanje. Bočna zaštita kod zavarivačkih naočara štiti o od drugih štetnih produkata i nečistoća nastalih tokom zavarivanja. Od dodatne opreme tu su i specijalni paravani koji imaju funkciju da zaštite druge radnike u prostoru od radijacije i varnica.
ELEKTRIČNI LUK (STRUJNI UDAR)
Električna struja je ozbiljna potencijalna opasnost tokom elektrolučnog zavarivanja jer se strujna kola (električni luk) koriste za topljenje metala, što stvara rizik od strujnog udara dodirom dva metalna predmeta pod naponom. Električni udar može teško povrediti ili biti smrtonosan za zavarivača, zato je važno preduzeti sve neophodne mere zaštite – proveriti da li je sva oprema suva i u ispravnom stanju, upotreba vatrootporne, antistatik FR opreme, upotreba gumenih prostirki kao izolacije i sl. Posao zavarivača je jedan od poslova sa najvećim stepenom rizika od povreda i oboljenja. Zato je važno imati ih uvek u vidu, bilo da je reč o poslodavcima ili samim zavarivačima. Drago nam je da svest o značaju upotrebe lične zaštitne opreme raste, pa je to slučaj i sa radomu u metalurgiji i svim sferama gde je prisutno zavarivanje. Može se reći da su zavarivači zaista superheroji među radnicima. Naša lična zaštitna oprema je tu da im pomogne da se tako i osećaju i , pri tom, da ostanu zdravi i bezbedni.